
קראָום פּלייטינג פון מאַשין טיילן אין שטוב (טעכנאָלאָגיע + ווידעא)
צופרידן
כּמעט יעדער מאָטאָריסט גיכער אָדער שפּעטער פרעגן די קשיא פון טשאַנגינג די אויסזען פון זיין מאַשין. עטלעכע דורכפירן קאָמפּלעקס טונינג דורך ינסטאַלירונג אויף די מאַשין דעקאָקטיאָנס אָדער מאַכן דיין אייגן אַריבערפירן אין סטיל סטענץ... אנדערע נעמען די וועג פון מינדסטער קעגנשטעל - זיי באַצירן די מאַשין מיט אַ פּלאַץ פון סטיקערז (סטיקער באַמינג איז אויך דיסקאַסט סעפּעראַטלי).
זאל ס רעדן וועגן אן אנדער געלעגנהייט צו טוישן די נוסח פון דיין מאַשין, אָבער דעם אופֿן איז מער צייט קאַנסומינג און קאָמפּליצירט. דאָס איז די קראָום פּלייטינג פון די מעטאַל עלעמענטן פון דער מאַשין.
וואָס איז קראָום פּלייטינג פֿאַר?
די בלאַנק קראָום ענדיקן שטענדיק קאַטשאַז די פּאַסערז דורך. אפילו אַ נאַנדיסקריפּט מאַשין נאָך דעקערייטאַד מיט אַ זילבער טייל, אַקווייערז אַן אָריגינעל פּלאַן. אין אַדישאַן, מיט די הילף פון אַזאַ עלעמענטן, איר קענען ונטערשטרייַכן די יינציק גוף און באַשיצן זיי פון די אַגרעסיוו יפעקס פון נעץ.
אין אַדישאַן צו די פּלאַן געדאַנק, די קראָום פּלייטינג האט אַ פּראַקטיש זייַט. דער טייל באהאנדלט מיט אַ ספּעציעל מאַטעריע נעמט אַ דוראַבאַל פּראַטעקטיוו שיכטע וואָס פּריווענץ די פאָרמירונג פון קעראָוזשאַן. די קראָום-פּלייטאַד ייבערפלאַך איז גרינגער צו טייַנען, ווייַל עס איז גלאָסי, און דער שפּיגל ווירקונג וועט גלייך ווייַזן איר צו באַזייַטיקן שמוץ.

אין יעדער מאַשין איר קענען געפֿינען לפּחות איין שטיק מיט דעם נוסח. אָבער, עטלעכע מאָוטעראַסץ זוכן צו אויסדריקן זיך און זענען נישט צופֿרידן מיט די פאַבריק קאַנפיגיעריישאַן פון זייער קאַרס. אין עטלעכע פאלן, די קאָוטינג איז געווענדט צו טיילן וואָס זענען דאַמידזשד דורך זשאַווער, אָבער טעקניקלי זיי קענען נאָך זיין געניצט אין קאַרס. נאָך פּראַסעסינג, אַזאַ אַ ספּער טייל ווערט ווי נייַ.
איידער באַטראַכטן די גאנצע פּראַסעסינג טעכנאָלאָגיע, עס איז כדאי צו באַצאָלן ופמערקזאַמקייט צו דעם פאַקט אַז דאָס איז אַ לאַבאָריאַס און גאַנץ געפערלעך פּראָצעדור. די מעטאַל איז באהאנדלט מיט קראָומיאַם ייאַנז. פֿאַר דעם, כעמיקאַלז שעדלעך פֿאַר געזונט זענען געניצט, אַזאַ ווי זויער. קראָום פּלייטינג איז באגלייט דורך די ווירקונג פון עלעקטרע אויף די ייבערפלאַך צו זיין באהאנדלט, אַזוי רובֿ מענטשן בעסער וועלן צו טאָן דאָס אַרבעט דורך ספּעשאַלאַסץ (פֿאַר בייַשפּיל, אויב עס איז אַ פאַבריק מיט אַ ילעקטראַפּלייטינג קראָם לעבן). אָבער פֿאַר ליבהאבערס פון כאַנדיקראַפץ, מיר וועלן באַטראַכטן די גאנצע פּראָצעדור אין סטאַגעס.
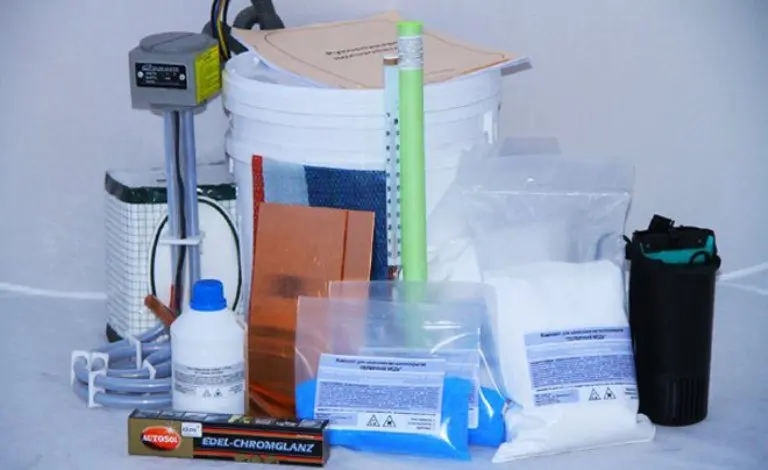
דיי ויסריכט און מאַטעריאַלס פֿאַר קראָום פּלייטינג
דאָ ס וואָס איר דאַרפֿן צו צוגרייטן פֿאַר די פּראָצעדור צו זיין געראָטן:
- סטאָרידזש טאַנק. עס איז אוממעגלעך פֿאַר מעטאַל, אָבער עס איז ימפּעראַטיוו אַז די קאַנטיינער קען וויטסטאַנד הויך טעמפּעראַטורעס. די גרייס מוזן גלייַכן די דימענשאַנז פון די וואָרקפּיעסע. אין די ילעקטראַפּלייטינג שאַפּס אין די מאַניאַפאַקטשערערז פון מאַשין מאַניאַפאַקטשערערז, די וואָרקפּיעסעס זענען לאָוערד אין גרויס באַטס מיט אַ ספּעציעל לייזונג, וואָס כּולל ילעקטראָודז פארבונדן צו די עלעקטריקאַל נעץ. אין שטוב, עס איז שווער צו איבערחזרן אַזאַ פּראַסעסינג, אַזוי אָפט דאָס זענען קליין קאַנטיינערז אין וואָס פּראַסעסט אָוווערסייזד טיילן.
- א מיטל וואָס אַלאַוז איר צו היץ די עלעקטראָליטע. דערצו, עס זאָל נישט זיין סאַסעפּטאַבאַל פֿאַר זויער.
- טערמאָמעטער מיט אַ וואָג פון בייַ מינדסטער 100 דיגריז.
- 12-וואלט רעקטאַפייער קענען צושטעלן 50 יי.
- די סטרוקטור אויף וואָס די טייל וועט זיין סוספּענדעד. דער עלעמענט זאָל נישט ליגן אויף די דנאָ פון דעם קאַנטיינער, ווייַל אין די פונט פון קאָנטאַקט עס וועט נישט זיין גענוג פּראַסעסט - די שיכטע איז דעריבער אַניוואַן.
- די קאַטאָוד (אין דעם פאַל, עס וועט זיין די וואָרקפּיעסע) און די אַנאָוד צו וואָס די ווירעס זענען פארבונדן.

קראָומיאַם פּלייטינג פּלאַן
דאָ איז ווי צו מאַכן אַ קראָום פּלייטינג מאַשין:
- דער קאַנטיינער אין וואָס די פּראַסעסינג וועט פּאַסירן (פֿאַר בייַשפּיל, אַ דריי-ליטער גלאז סלוי) איז געשטעלט אין אַ זויער-קעגנשטעליק קאַנטיינער.
- דיכט קעסטל - מיר שטעלן אים די גאנצע טאַנק. עס איז וויכטיק אַז דער קעסטל איז גרעסער ווי די קאַפּאַציטעט, אַזוי אַז זאַמד, גלאז וואָל אָדער מינעראַל וואָל קענען זיין אויסגעגאסן צווישן זייער ווענט. דעם וועט מאַכן אַ טערמאַס ווירקונג, וואָס וועט צושטעלן אַ בעסער אָפּרוף, און די עלעקטראָליטע וועט נישט קילן זיך ווי געשווינד.
- די באַהיצונג עלעמענט קענען ווערן געניצט ווי אַ כיטער.
- א טערמאָמעטער צו טייַנען די אָפּרוף טעמפּעראַטור.
- די קאַנטיינערז מוזן זיין טייטלי געחתמעט. צו טאָן דאָס, נוצן האָלץ אָדער דיכט וואָס איז קעגנשטעליק צו נעץ (נישט צו פאַרקרימען בעשאַס פּראַסעסינג).
- די קראָקאָדיל קלעמערל אָדער קלעמערל איז פארבונדן צו די נעגאַטיוו קאָנטאַקט פון די מאַכט צושטעלן (דאָס וועט זיין די קאַטאָוד). די אַנאָוד (אַ פירן רוט פארבונדן צו די positive וואָקזאַל פון די מאַכט צושטעלן) וועט זיין געטובלט אין די עלעקטראָליטע לייזונג.
- די סאַספּענשאַן אַפּאַראַט קענען זיין געמאכט לויט אַ פרייַ פּרויעקט. די הויפּט זאַך איז אַז דער טייל איז נישט ליגן אויף די דנאָ פון די קענען (אָדער אנדערע צונעמען קאַנטיינער), אָבער איז אין קעסיידערדיק קאָנטאַקט מיט די לייזונג אויף אַלע זייטן.
מאַכט צושטעלן באדערפענישן
אויף די מאַכט צושטעלן, עס מוזן צושטעלן קעסיידערדיק קראַנט. דער רעזולטאַט וואָולטידזש מוזן זיין רעגיאַלייטאַד. די סימפּלאַסט לייזונג וואָלט זיין אַ קאַנווענשאַנאַל רהעאָסטאַט, מיט וואָס די ווערט וועט טוישן.

די ווירעס וואָס וועט זיין געוויינט בעשאַס די פּראָצעדור מוזן וויטסטאַנד אַ מאַקסימום מאַסע פון 50 אַ. צו דעם מאַקסימום 2 קס 2,5 מאַדאַפאַקיישאַן (צוויי קאָרעס מיט די צונעמען אָפּטיילונג).
דער זאַץ פון די עלעקטראָליטע און די כּללים פֿאַר דער צוגרייטונג
די הויפּט קאָמפּאָנענט וואָס אַלאַוז קראָום פּלייטינג פּראָדוקטן איז עלעקטראָליטע. עס איז אוממעגלעך צו פאַרענדיקן דעם פּראָצעדור אָן דעם. כּדי דער מעטאל עלעמענט זאל באקומען א געהעריקן אויסזען, מוז דער לייזונג האבן די פאלגענדע זאַץ:
- קראָומיאַם אַנהידרידע קראָ3 - קסנומקס גראַמז;
- סולפוריק זויער (זאָל האָבן אַ געדיכטקייַט פון 1,84) ה2SO4 - 2,5 גראַמז.
די קאַמפּאָונאַנץ זענען דיילוטאַד אין אַזאַ קוואַנטאַטיז אין איין ליטער פון דיסטילד וואַסער. אויב דער באַנד פון די לייזונג דאַרף זיין געוואקסן, די באַנד פון אַלע קאַמפּאָונאַנץ ינקריסיז אין לויט מיט די דערמאנט פּראַפּאָרשאַנז.
כל די קאַמפּאָונאַנץ מוזן זיין ריכטיק געמישט. אַזוי זאָל מען דורכפירן אַזאַ פּראָצעדור:
- די וואַסער היץ אַרויף צו וועגן 60 דיגריז סעלסיוס;
- עס איז בעסער צו צוגרייטן די עלעקטראָליטע גלייך אין דעם קאַנטיינער אין וואָס מיר וועלן פּראַסעסינג די טייל. עס איז אָנגעפילט מיט האַלב פון די פארלאנגט באַנד פון דיסטאַלייט;
- גיסן קראָומיאַם אַנהידרידע אין הייס וואַסער און קאָך ונ דורך צו גאָר צעלאָזן;
- לייג די פעלנדיק באַנד פון וואַסער, מישן ונ דורך;
- גיסן די פארלאנגט סומע פון סאַלפיוריק זויער אין די לייזונג (לייגן די מאַטעריע קערפאַלי, אין אַ דין טייַך);
- צו באַקומען די עלעקטראָליט מיט די ריכטיק קאָנסיסטענסי, עס דאַרף זיין פּראַסעסט מיט עלעקטרע;
- אין די ריזאַלטינג לייזונג, שטעלן די קאַטאָוד און אַנאָוד אין אַ ווייַטקייט פון יעדער אנדערער. מיר פאָרן אַן עלעקטריש קראַנט דורך די פליסיק. די וואָולטידזש איז באשלאסן אין די קורס פון 6,5 אַ / 1 ל. לייזונג. די גאנצע פּראָצעדור זאָל געדויערן פֿאַר דריי און אַ האַלב שעה. די עלעקטראָליטע זאָל זיין טונקל ברוין ביי די אַרויסגאַנג;
- לאָזן די עלעקטראָליטע קיל און פאַרענטפערן. צו טאָן דאָס, עס איז גענוג צו שטעלן אַ קאַנטיינער פֿאַר אַ טאָג אין אַ קיל פּלאַץ (פֿאַר בייַשפּיל אין אַ גאַראַזש).
יקערדיק מעטהאָדס פון קראָום פּלייטינג
צו געבן דעם פּראָדוקט זייַן קוואַליטעט זילבער ענדיקן, פיר מעטהאָדס פון קראָום פּלייטינג זענען געניצט:
- ייבערפלאַך מעטאַליזאַטיאָן איז אַ פּראָצעדור ענלעך צו געמעל. דעם וועט דאַרפן אַ צונעמען שטעלן פון רייידזשאַנץ, ווי געזונט ווי אַ נעביאַלייזער Powered דורך אַ קאַמפּרעסער. ווי אַ רעזולטאַט, אַ דין מעטאַל שיכטע איז געווענדט צו דער ייבערפלאַך פון דעם פּראָדוקט.
- טייל גאַלוואַנאַזיישאַן איז אַ פּראָצעס וואָס קראָומיאַם מאַלאַקיולז זענען דיפּאַזאַטאַד אויף די ייבערפלאַך פון די פּראָדוקט. די פּיקיוליעראַטי פון דעם פּראָצעס איז אַז עס איז ניט בלויז פּאַסיק פֿאַר פּאַרץ געמאכט פון געשטאַלט אייַזן, שטאָל, מעש אָדער קופּער. עס קענען זיין געוויינט צו פּראָצעס פּלאַסטיק און האָלץ. מיט דעם ווערסאַטילאַטי, די טעכניק איז מער טייַער און צייט קאַנסומינג. עס איז נישט פּאַסיק פֿאַר היים נוצן ווייַל פילע פּראַסעסאַז בעשאַס פּראַסעסינג פון פּראָדוקטן מוזן אויטאָמאַטיש קאַנטראָולד. פֿאַר בייַשפּיל, איר דאַרפֿן צו שטרענג אַדכיר צו די טעמפּעראַטור רעזשים (פֿאַר וועגן 8 שעה) אָדער קאָנטראָלירן די קאַנסאַנטריישאַן פון די סאַלין לייזונג. עס איז גאָר שווער צו טאָן דאָס אָן סאַפיסטיקייטאַד ויסריכט.
- ספּרייינג אין אַ וואַקוום קאַמער;
- דיפיוזשאַן אונטער הויך טעמפּעראַטור באדינגונגען.

דער ערשטער פּראָצעדור איז יזיאַסט. פֿאַר זיין ימפּלאַמענטיישאַן, עס זענען פאַרטיק רייידזשאַנט קיץ מיט דיטיילד ינסטראַקשאַנז פֿאַר מיקסינג. למשל, זיי זענען געשאפן דורך Fusion Technologies. אַזאַ קיץ טאָן ניט דאַרפן קאָמפּלעקס גאַלוואַניק ינסטאַליישאַנז, און די לייזונג קענען זיין געווענדט צו ייבערפלאַך פון קיין מאַטעריאַלס, אַרייַנגערעכנט גלאז און סעראַמיקס.
די לעצטע צוויי מעטהאָדס קענען נאָר זיין דורכגעקאָכט אין דער פאַבריק. ילעקטראַפּלייטינג איז אָפט געניצט אין פאַקטעריז, אָבער עטלעכע פירן צו צושטעלן די נויטיק טנאָים פֿאַר אַ צונעמען אָפּרוף אין גאַראַזש טנאָים. עס איז פּאַסיק פֿאַר פּראַסעסינג קליין פּאַרץ.

וועגן דעם אופֿן אונטער באַטראַכטונג, פֿאַר וואָס די אויבן דערמאנטע ילעקטראַליט איז געניצט, די ווירקונג וועט זיין באמערקט בלויז אין די פאַל פון קופּער, מעש אָדער ניקאַל טיילן. אויב עס איז אַ נויט פֿאַר פּראַסעסינג קאַנווענשאַנאַל פּראָדוקטן, אין דערצו, איידער קראָום פּלייטינג, אַ שיכטע איז געווענדט צו זיי מיט ספּאַטערינג פון מאַלאַקיולז פון די קאָראַספּאַנדינג ניט-פעראַס מעטאַלס.
ווי צו צוגרייטן אַ אַרבעט שטיק
די יפעקטיוונאַס פון די קראָום פּלייטינג פּראָצעדור דעפּענדס אויף ווי געזונט דער עלעמענט איז צוגעגרייט. קעראָוזשאַן מוזן זיין גאָר אַוועקגענומען פון אים, און די ייבערפלאַך מוזן זיין גלאַט. פֿאַר דעם קען סאַנדינג.

נאָך רימוווינג אַלט פּיינט, שמוץ און זשאַווער, די ייבערפלאַך זאָל זיין דעטאַלד. דאָס אויך ריקווייערז די נוצן פון אַ ספּעציעל לייזונג. פֿאַר איין ליטער פון וואַסער, נעמען 150 גראַמז סאָדיום כיידראַקסייד, פינף גראַמז פון סילאַקאַט קליי און 50 גראַמז סאָדע אַש. אַלע דעם געמיש מוזן זיין ונ דורך געמישט.
דער ווייַטער, די צוגעגרייט פליסיק זאָל זיין העאַטעד צו כּמעט בוילינג (וועגן 90 דיגריז). מיר שטעלן דעם פּראָדוקט אין אַ הייס סוויווע (טאָן ניט צולייגן די לייזונג, אָבער נוצן די פול טבילה פון דעם טייל) פֿאַר 20 מינוט. אין דעם פאַל פון אַ גרויס נומער פון בענדס אויף וואָס די שמוץ רעזאַדוז זענען נישט גאָר אַוועקגענומען, די באַהאַנדלונג זאָל זיין דורכגעקאָכט אין 60 מינוט.
זיכערקייַט כּללים
אין אַדישאַן צו די יקערדיק מכשירים און קאַמפּאָונאַנץ, דער אַרבעט פון דעם אַרבעט מוזן ענשור גוט ווענטאַליישאַן אין די צימער צו נישט באַקומען כעמיש ינדזשעריז אין די רעספּעראַטאָרי שעטעך. עס וואָלט זיין בעסער צו האָבן אַ קאַפּטער אינסטאַלירן אויבן די טאַנק.

ווייַטער, איר דאַרפֿן צו נעמען קעיר פון פּערזענלעך זיכערקייַט ויסריכט - אַ רעספּעראַטאָר, ברילן און גלאַווז. ווען דער פּראָצעדור איז געענדיקט, עס וועט בלייַבן אַ אַסידיק פליסיק וואָס זאָל ניט זיין אויסגעגאסן אין די הויפּט קאַנאַל אָדער אויף דער ערד. פֿאַר דעם סיבה, זאָל זיין קאַנסידערד ווי צו בעשאָלעם אָפּפאַל אָפּפאַל נאָך קראָום פּלייטינג.
דערצו, איר זאָל נעמען קעיר פון ווו די וואַסער וועט ווערן אַוועקגענומען, וואָס וועט זיין געניצט צו שווענקען די פּראַסעסט טיילן.
אַרבעט סדר
אויב אַ פּראָדוקט מיט אַ דין פּלאַסט פון ניט-פעראַס מעטאַל איז קראָומיאַם, איידער די אָנהייב פון די הויפּט פּראָצעדור, די קאָנטאַקט ייבערפלאַך מוזן זיין אַקטיווייטיד. צו טאָן דאָס, די פעט-פריי עלעמענט דאַרף זיין שטעלן אין אַ קאַנטיינער מיט אַ לייזונג פון הידראָטשלאָריק זויער אין דיסטילד וואַסער (אין אַ קורס פון 100 גראַמז פּער ליטער) פֿאַר 5-20 מינוט. די געדויער דעפּענדס אויף די טיפּ פון פּראָדוקט און די קעראַקטעריסטיקס פון זייַן פאָרעם.
אויב עס איז גלאַט און גלאַט, אַ מינימום צייט איז גענוג. אין דעם פאַל פון אַ טייל פון אַ קאָמפּלעקס סטרוקטור, עס איז ווערט צו האַלטן עס אַ ביסל מער, אָבער נישט יקסיד די ספּעסאַפייד צייט, אַזוי די זויער קען נישט אָנהייבן צו קעראָוד די מעטאַל. נאָך פּראַסעסינג, די טייל איז רינסעד מיט שעפע פון ריין וואַסער.

דערנאָך מיר היץ די עלעקטראָליטע צו אַ טעמפּעראַטור פון +45оC. די עלעמענט צו זיין קראָום פּלייטאַד איז סוספּענדעד אין דעם טאַנק און די נעגאַטיוו דראָט איז פארבונדן צו אים. אין דער געגנט עס איז אַ פירן אַנאָדע פֿון די "+" וואָקזאַל.
אויף די רהעאָסטאַט, די קראַנט שטאַרקייט איז באַשטימט צו אַ קורס פון 15-25 אַמפּערעס פּער קוואַדראַט דעסימעטער פון די ייבערפלאַך. דער טייל איז געהאלטן אונטער אַזאַ באדינגונגען פֿאַר 20 צו 40 מינוט. נאָך פּראַסעסינג, אַראָפּנעמען די ספּער טייל פון דעם טאַנק און שווענקען עס מיט אַ פּלאַץ פון ריין וואַסער. נאָך טרוקן טייל, עס קענען זיין פּאַלישט מיט מיקראָפיבער צו געבן עס אַ בלאַנק קוק.
הויפּט חסרונות און באַזייַטיקונג פון נידעריק-קוואַליטעט קראָום פּלייטינג
רובֿ אָפֿט, אַ אָנהייבער כעמיקער וועט נישט באַקומען די געבעטן רעזולטאַט דער ערשטער מאָל. דאָס זאָל נישט זיין ינטימידייטינג ווייַל עס דאַרף דערפאַרונג און אַקיעראַסי צו דורכפירן די פּראָצעדור ריכטיק. די ריכטיק פּראָצעדור ריקווייערז אָפּגעהיט סעלעקציע פון דעגרעאַסערס און כעמיש קיץ, וואָס זאָל זיין געמישט לויט די ינסטראַקשאַנז פון דער פאַבריקאַנט.

אויב דער געוואלט רעזולטאַט איז נישט אַטשיווד, די דאַמידזשד שיכטע קענען ווערן אַוועקגענומען אין אַ קאַנסאַנטרייטאַד לייזונג פון וואַסער און הידראָטשלאָריק זויער. די פליסיק איז צוגעגרייט אין די פאלגענדע פאַרהעלטעניש: 200 גראַמז פון זויער זענען סטערד אין אַ ליטער פון דיסטאַלייט. נאָך פּראַסעסינג, די עלעמענט איז געזונט געוואשן.
דאָ זענען די מערסט פּראָסט חסרונות און די סיבות:
- דער פילם איז פּילינג אַוועק. די סיבה איז נישט גענוג דעגרעאַסינג, ווייַל די קראָומיאַם מאַלאַקיולז זענען שוואַך פאַרפעסטיקט אויף די ייבערפלאַך. אין דעם פאַל, די שיכטע איז אַוועקגענומען, דעטרעאַסעד מער ונ דורך, און די גאַלוואַניק פּראָצעדור איז ריפּיטיד.
- ומנאַטירלעך וווּקס אויף די עדזשאַז פון דעם טייל. אויב דאָס כאַפּאַנז, די שאַרף עדזשאַז זאָל זיין סמודד אַזוי אַז זיי זענען ווי קייַלעכיק ווי מעגלעך. אויב דאָס איז ניט מעגלעך, זאָל אַ רעפלעקטיווע פאַרשטעלן שטעלן זיך אין די פּראָבלעם געגנט אַזוי אַז אַ גרויס סומע פון קראַנט קען נישט קאַנסאַנטרייט אויף דעם טייל פון די ייבערפלאַך.
- דער פּרט איז מאַט. צו פאַרגרעסערן די גלאָס, די עלעקטראָליטע זאָל זיין העאַטעד מער אָדער פאַרגרעסערן די קראָומיאַם אינהאַלט אין די קאַנסאַנטרייט (לייגן קראָומיאַם אַנהידרידע פּודער צו די לייזונג). נאָך פּראַסעסינג, דער טייל מוזן פּאַלישט צו דערגרייכן מאַקסימום ווירקונג.
דאָ איז אַ קורץ ווידעא ווי צו מאַכן דיין אייגענע קראָומיאַם פּלייטינג דורך ילעקטראַפּלייטינג אין שטוב:


