טיש פון פּיינטווערק גרעב אויף קאַרס פון די פאַבריק און נאָך פאַרריכטן
צופרידן
די הייך פון די שיכטע איז געמאסטן דורך 4-5 פונקטן אין דעם צענטער און צוזאמען די עדזשאַז פון די געגנט אונטער לערנען. יוזשאַוואַלי דער חילוק צווישן שכייניש טיילן זאָל נישט יקסיד 30-40 מייקראַנז. לפּק איז געמאסטן אויף אַ אַלומינום ייבערפלאַך מיט אַ גרעב מאָס קאַלאַברייטיד פֿאַר דעם מעטאַל. צו באַשטימען די הייך פון די פאַרב שיכטע אויף פּלאַסטיק, איר קענען נישט נוצן אַ מאַגנעטיק מיטל. צו טאָן דאָס, נוצן אַן אַלטראַסאַניק מעסטן מיטל אָדער וויזשוואַלי קאָנטראָלירן די קאָליר דיווייישאַנז.
דער אידעאלער צושטאנד פון די פארב אויפן אלטן אויטא וועקט נאטירליך חשד. קוק די גרעב פון די פּיינטווערק אויף קאַרס לויט די טיש פֿאַר אַ ספּעציפיש מאָדעל. דיווייישאַנז פון די סטאַנדאַרט וואַלועס זענען רובֿ מסתּמא שייַכות צו די גוף פאַרריכטן.
פעסטקייַט פון מאַשין פאַרב גרעב
וסואַללי, ווען בייינג אַ געוויינט מאַשין, אין אַדישאַן צו פונדרויסנדיק דורכקוק, זיי קאָנטראָלירן די פּיינטווערק. צו הויך קאַווערידזש איז מסתּמא צו אָנווייַזן אַ גוף פאַרריכטן. ווי פילע לייַערס פון פאַרב זענען געווענדט דעפּענדס אויף די מאָדעל פון מאַשין און די טיפּ פון פּיינטווערק.
מעטהאָדס פֿאַר דיטערמאַנינג די הייך פון די קאָוטינג אויף די מאַשין גוף:
- א שטענדיקער מאַגנעט וואָס איז נאָר נאָרמאַלי געצויגן צו אַ מעטאַל ייבערפלאַך מיט אַ דין שיכטע פון ינאַמאַל און וואַרניש.
- ריווילינג, אונטער גוט לייטינג, דיפעראַנסיז אין די שיידז פון די פאַרב שיכטע פון שכייניש סעקשאַנז אויף די מאַשין גוף.
- אַן עלעקטראָניש גרעב מאָס וואָס העלפּס צו מעסטן די פּיינטווערק פון אַ מאַשין מיט הויך אַקיעראַסי.
מכשירים פֿאַר דיטערמאַנינג די געהעריק סומע פון פאַרב אויף די גוף ייבערפלאַך זענען אויך מעטשאַניקאַל, אַלטראַסאַניק און לאַזער. פאַרגלייַכן די גרעב פון די פּיינטווערק אויף קאַרס לויט די טיש פון נאָרמאַל וואַלועס פֿאַר אַ באַזונדער מאָדעל.
וואָס זאכן צו קאָנטראָלירן ערשטער
אין פאַרשידענע טיילן פון די מאַשין גוף, די הייך פון די פאַרב שיכטע איז אַ ביסל אַנדערש. ווען מעסטן, עס איז נייטיק צו פאַרגלייַכן די באקומען רעזולטאַט מיט די נאָרמאַל פון די טיש.

אַססעססמענט פון פּיינטווערק אויף די מאַשין גוף
מאַשין גוף טיילן זענען אַנדערש אין פּלאַן און ייבערפלאַך דימענשאַנז. אין דער געשעעניש פון אַ צופאַל, שעדיקן איז יסענשאַלי מער פראָנטאַל טיילן פון די מאַשין.
די סיקוואַנס פון טיילן פֿאַר וואָס די גרעב פון די פּיינטווערק איז באשלאסן:
- אַ דאַך;
- ראַקס;
- hood;
- trunk;
- טירן
- שוועלן;
- זייַט פּאַדס;
- ינערלעך פּיינטיד סערפאַסיז.
די הייך פון די שיכטע איז געמאסטן דורך 4-5 פונקטן אין דעם צענטער און צוזאמען די עדזשאַז פון די געגנט אונטער לערנען. יוזשאַוואַלי דער חילוק צווישן שכייניש טיילן זאָל נישט יקסיד 30-40 מייקראַנז. לפּק איז געמאסטן אויף אַ אַלומינום ייבערפלאַך מיט אַ גרעב מאָס קאַלאַברייטיד פֿאַר דעם מעטאַל.
צו באַשטימען די הייך פון די פאַרב שיכטע אויף פּלאַסטיק, איר קענען נישט נוצן אַ מאַגנעטיק מיטל. צו טאָן דאָס, נוצן אַן אַלטראַסאַניק מעסטן מיטל אָדער וויזשוואַלי קאָנטראָלירן די קאָליר דיווייישאַנז.
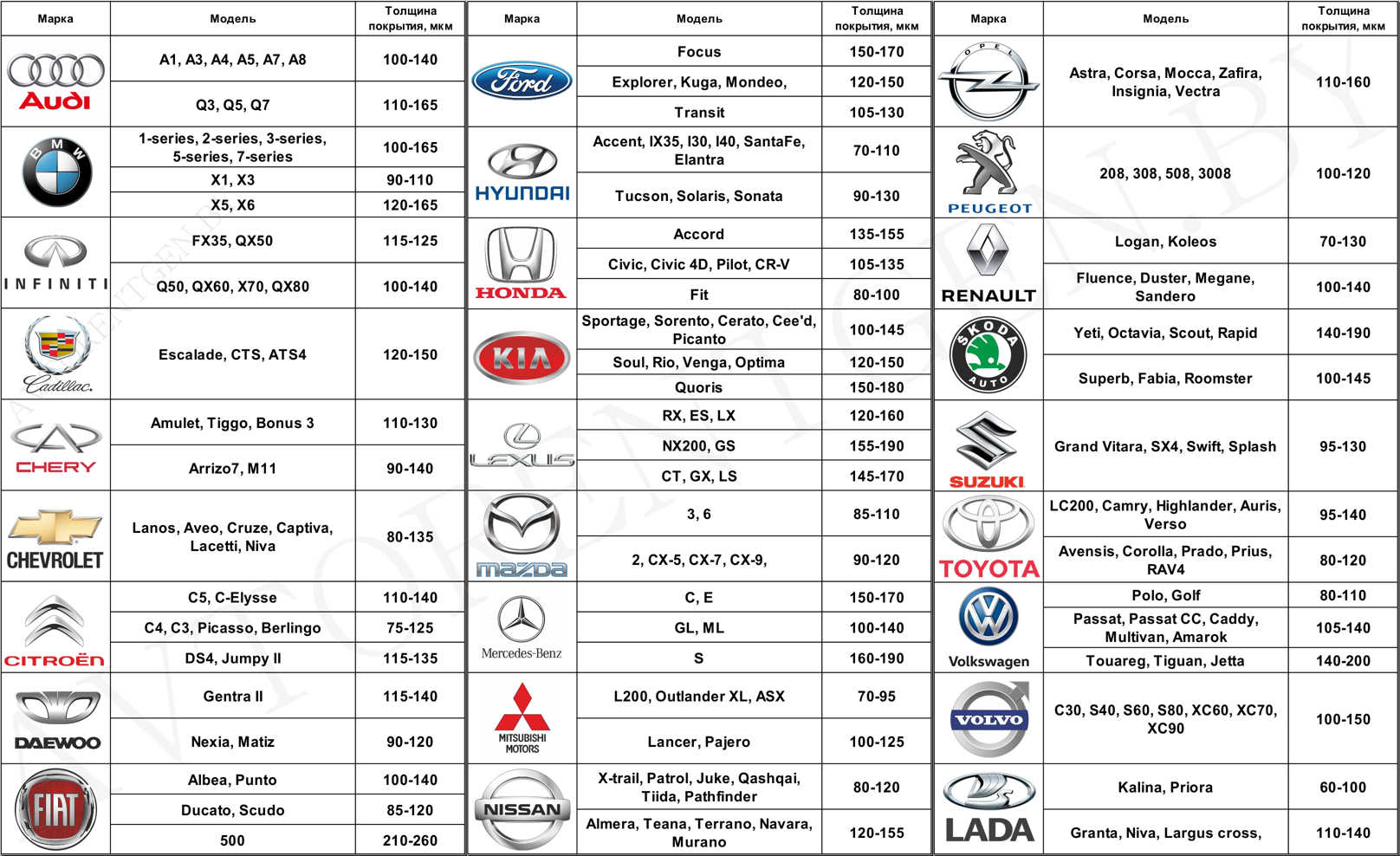
פּיינט גרעב טיש
מאַשין מאַניאַפאַקטשערערז פּיינט דעם גוף מיט אָנפאַנגער, ינאַמאַל און וואַרניש מיט פאַרשידענע פּראָפּערטיעס. דער נאָרמאַל שיכטע קענען בייַטן אין הייך, אָבער רובֿ וואַלועס פאַלן אין די קייט פון 80-170 מייקראַן. די גרעב טישן פון די פּיינטווערק פון קאַרס פון פאַרשידענע טיילן פון דעם גוף זענען געוויזן דורך די מאַניאַפאַקטשערערז זיך.
א ווערט פון מער ווי 200 מייקראַנז יוזשאַוואַלי ינדיקייץ שייַעך-געמעל, און מער ווי 300 מייקראַנז - אַ מסתּמא קיט פון אַ צעבראכן מאַשין גוף. גוט צו וויסן אַז פּרעמיע מאַשין מאָדעלס האָבן פּיינט טהיקנעססעס אַרויף צו 250 מייקראַנז.
מאַשין פּיינטוואָרק אין פאַרגלייַך
א קליין שיכטע פון קאָוטינג איז מער מסתּמא צו זיין דאַמידזשד און קענען פליען אַוועק אפילו ווען וואַשינג אונטער דרוק. די שטאַרקייט פון שוץ פון מעטאַל סערפאַסיז פון דעם גוף איז אויך אַפעקטאַד דורך די פּראָפּערטיעס פון די מאַטעריאַלס. אבער די דיטערמאַנינג גראדן פון די קוואַליטעט פון מאַשין געמעל איז די גרעב פון די קאָוטינג.
יוזשאַוואַלי, צו שפּאָרן געלט, דער פאַבריקאַנט ראַדוסאַז די הייך פון אַפּלאַקיישאַן אויף אָטאַמאָוטיוו טיילן וואָס זענען נישט יקספּאָוזד צו שעדלעך יפעקץ. די פאַרב אויף די דאַך, ינלענדיש סערפאַסיז און שטאַם איז יוזשאַוואַלי טינער. אין דינער און יאַפּאַניש קאַרס, די גרעב פון די פּיינט איז 60-120 מייקראַנז, און אין רובֿ אייראפעישע און אמעריקאנער בראַנדז עס איז 100-180 מייקראַנז.
וואָס וואַלועס אָנווייַזן נאָך לייַערס
לאקאלע גוף ריפּערז זענען יוזשאַוואַלי געטאן אָן גאָר רימוווינג די פאַרב. דעריבער, די הייך פון די נייַ קאָוטינג איז גרעסער ווי דער אָריגינעל געווענדט אויף די קאַנווייער. די גרעב פון די שיכטע פון ינאַמאַל און קיט נאָך פאַרריכטן איז אָפט העכער ווי 0,2-0,3 מם. אויך אין דער פאַבריק, אַ פּלאַסט פון פאַרב איז געווענדט יוואַנלי; אַ הייך חילוק פון וועגן 20-40 מייקראַנז איז געהאלטן פּאַסיק. מיט הויך-קוואַליטעט גוף פאַרריכטן, די פאַרב קען זיין די זעלבע גרעב ווי דער אָריגינעל. אבער די דיפעראַנסיז אין די הייך פון די קאָוטינג דערגרייכן 40-50% אָדער מער.
וואָס ינדיקייץ ינטערפיראַנס
א רעקט מאַשין נאָך רעסטעריישאַן פון דעם גוף קען קוקן ווי אַ נייַע. אָבער קאָנטראָלירן מיט אַ מאַגנעט אָדער מעסטן מיטל זאָל לייכט אַנטדעקן טראַסעס פון טאַמפּערינג.
סיגנס פון גוף פאַרריכטן און ריפּיינטינג:
- די חילוק אין די גרעב פון די פּיינט אויף קאַרס פון די טיש פון נאָרמאַל וואַלועס דורך 50-150 מייקראַנז;
- קאָוטינג הייך דיפעראַנסיז אויף איין טייל מער ווי 40 מייקראָומאַטערז;
- היגע דיפעראַנסיז אין קאָלירן שאָטן אויף די ייבערפלאַך פון דעם גוף;
- פּיינטיד פאַסאַנערז;
- שטויב און קליין ינקלוזשאַנז אין די וואַרניש שיכטע.
ווען מעסטן, עס איז אויך נייטיק צו נעמען אין חשבון די קייט פון דיווייישאַנז אין די טיש פֿאַר אַ ספּעציפיש מאָדעל.
די סיבה פֿאַר די דין פּיינטווערק פון מאָדערן קאַרס
רובֿ מאַשין מאַניאַפאַקטשערערז פּרובירן צו שפּאָרן אויף אַלץ אין סדר צו נידעריקער דער פּרייַז און שלאָגן די פאַרמעסט. רידוסינג די הייך פון די פּיינטווערק אויף ניט-קריטיש גוף טיילן איז איין וועג צו רעדוצירן קאָס. דעריבער, אויב אויף די קאַפּטער און טירן די פאַבריק פּיינט שיכטע איז יוזשאַוואַלי 80-160 מייקראַנז, דעמאָלט אויף די ינערלעך סערפאַסיז און די דאַך - בלויז 40-100 מייקראַנז. מער אָפט, אַזאַ אַ חילוק אין קאָוטינג גרעב איז געפֿונען אין דינער, יאַפּאַניש און קאָרעיִש קאַרס.

דער פּרינציפּ פון אָפּעראַציע פון די גרעב מאָס
דעם מאָס איז גערעכטפארטיקט, ווייַל די ינער און אויבערשטער סערפאַסיז פון דעם גוף זענען ווייניקער אין קאָנטאַקט מיט וועג שטויב און רייידזשאַנץ ווי נידעריק-ליגנעריש. א קליין מדרגה פון פאַרב איז געווענדט מיט הויך-קוואַליטעט דוראַבאַל מאַטעריאַלס. די ימפּרוווד זאַץ פון די ינאַמאַל מיט אַ הויך פּיגמענט געדיכטקייַט אַלאַוז צו רעדוצירן די נומער פון לייַערס פון געמעל.
אן אנדער סיבה פֿאַר דין מאַשין גוף פּיינטווערק איז די ינווייראַנמענאַל רעקווירעמענץ וואָס אָטאָומייקערז מוזן נאָכקומען מיט.
